
渗透探伤的优缺点和操作规程
渗透探伤简介
渗透检测(penetrant testing,缩写符号为PT),又称渗透探伤,是一种以毛细作用原理为基础的检查表面开口缺陷的无损检测方法。这种方法是五种常规无损检测方法(射线检测、超声波检测、磁粉检测、渗透检测、涡流检测)中一种,是一门综合性科学技术。
同其他无损检测方法一样,渗透检测也是以不损坏被检测对象的使用性能为前提,运用物理、化学、材料科学及工程学理论为基础,对各种工程材料、零部件和产品进行有效的检验,借以评价它们的完整性、连续性、及安全可靠性。渗透检测是产品制造中实现质量控制、节约原材料、改进工艺、提供劳动生产率的重要手段,也是设备维护中不可或缺的手段。
着色渗透检测在特种设备行业及机械行业里应用广泛。特种设备行业包括锅炉、压力容器、压力管道等承压设备,以及电梯、起重机械、客运索道、大型游乐设施等机电设备。荧光渗透检测在航空、航天、兵器、舰艇、原子能等国防工业领域中应用特别广泛。
渗透检测可广泛应用于检测大部分的非吸收性物料的表面开口缺陷,如钢铁,有色金属,陶瓷及塑料等,对于形状复杂的缺陷也可一次性全面检测。主要用于裂纹、白点、疏松、夹杂物等缺陷的检测无需额外设备,对应用于现场检测来说,常使用便携式的灌装渗透检测剂,包括渗透剂、清洗剂和显像剂这三个部份,便于现场使用。渗透检测的缺陷显示很直观,能大致确定缺陷的性质,检测灵敏度较高,但检测速度慢,因使用的检测剂为化学试剂,对人的健康和环境有较大的影响。

渗透探伤的优缺点
渗透探伤操作简单,不需要复杂设备,费用低廉,缺陷显示直观,具有相当高的灵敏度,能发现宽度1微米以下的缺陷。这种方法由于检验对象不受材料组织结构和化学成分的限制,因而广泛应用于黑色和有色金属锻件、铸件、焊接件、机加工件以及陶瓷、玻璃、塑料等表面缺陷的检查。它能检查出裂纹、冷隔、夹杂、疏松、折叠、气孔等缺陷;但对于结构疏松的粉末冶金零件及其他多孔性材料不适用。图1为用着色法发现的壳体上的热应力裂纹;图2为用荧光法发现的焊缝裂纹。
渗透探伤的优点是
1、缺陷显示直观;
2、灵敏度较高;
3、检验不受工件几何形状和缺陷方向的影响;
4、不用水电,特别适用于现场检验.
渗透探伤的缺点是
1、只能大致确定缺陷的性质.
2、检测速度比较慢.
3、渗透剂废液不能直接排放,处理费用高.
渗透探伤操作规程
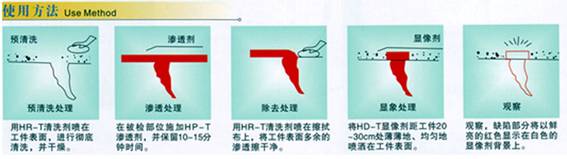
1)清洗
渗透探伤前,必须进行表面清理和预清洗,清除被检零件表面所有污染物。准备工作范围应以探伤部位四周向外扩展25毫米。
清除污物的方法有机械方法、化学方法及溶剂去除法等。
2)渗透
渗透施加方法应根据零件大小、形状、数量和检查部位,来选择喷涂、刷涂、浇涂及浸涂等方法。
在渗透过程中时间的长短与温度范围对探测裂纹的灵敏度有很大影响,渗透温度为15~50℃范围内时,渗透时间一般分为5~10分钟;当渗透温度降低为3~15℃时应根据温度适当增加渗透时间。
3)去除
溶剂去除型渗透剂用清洗剂去除,除了特别难于去除的场合外,一般都用蘸有清洗剂的布和纸擦拭;不得往复擦拭,不得将被检件浸于清洗剂中或过量地使用清洗剂;在用水喷法清洗时,水管压力以0.21MPa为宜,水压不得大于0.34MPa,水温不超过43℃。
4)干燥
干燥的方法有用干净布擦干、压缩空气吹干、热风吹干、热空气循环烘干装置烘干等方法。被检物表面的干燥温度应控制在不大于52℃范围内。
5)显像
显像的过程是用显像剂将缺陷处的渗透液吸附至零件表面,产生清晰可见的缺陷图象。显像时间不能太长,显像剂不能太厚,否则缺陷显示会变模糊。显像时间为10~30分钟,显像剂厚度为0.05~0.07毫米。
6)检验
观察显示的迹痕应在显像剂施加后7~30分钟内进行,如显示迹痕的大小不发生变化,则可超过上述时间。
为确保检查细微的缺陷,被检零件上的照度至少达到350勒克斯。
探伤结束后,为了防止残留的显像剂腐蚀被检物表面或影响其使用,必要时应清除显像剂。清除方法可用刷洗、喷气、喷水、用布或纸擦除等方法。
 超声检测设备、器件和材料专业术语大全
超声检测设备、器件和材料专业术语大全
 Nadcap渗透系统性能审核要点解析
Nadcap渗透系统性能审核要点解析
 便携式磁粉探伤仪使用指南
便携式磁粉探伤仪使用指南
 渗透探伤的优缺点和操作规程
渗透探伤的优缺点和操作规程